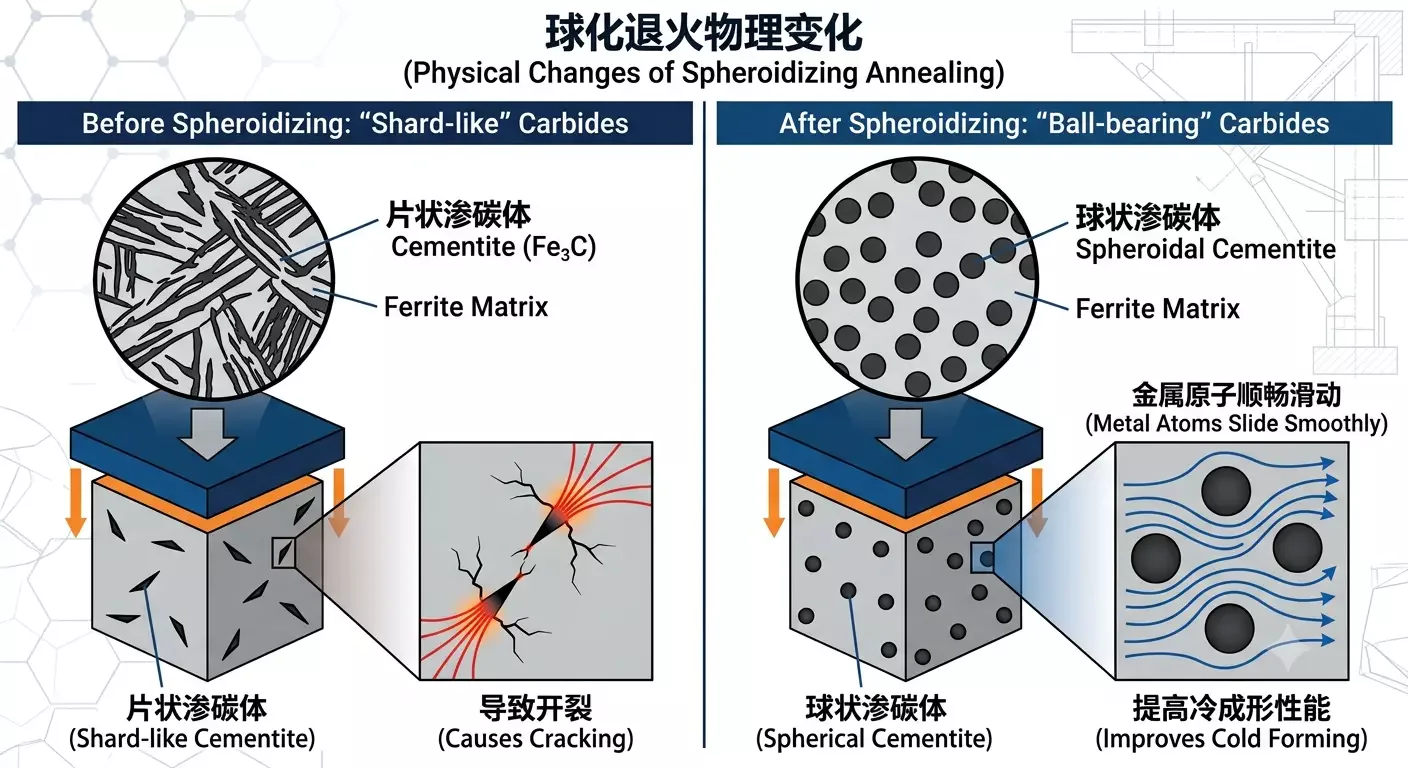
1. Definisi dan prinsip teras
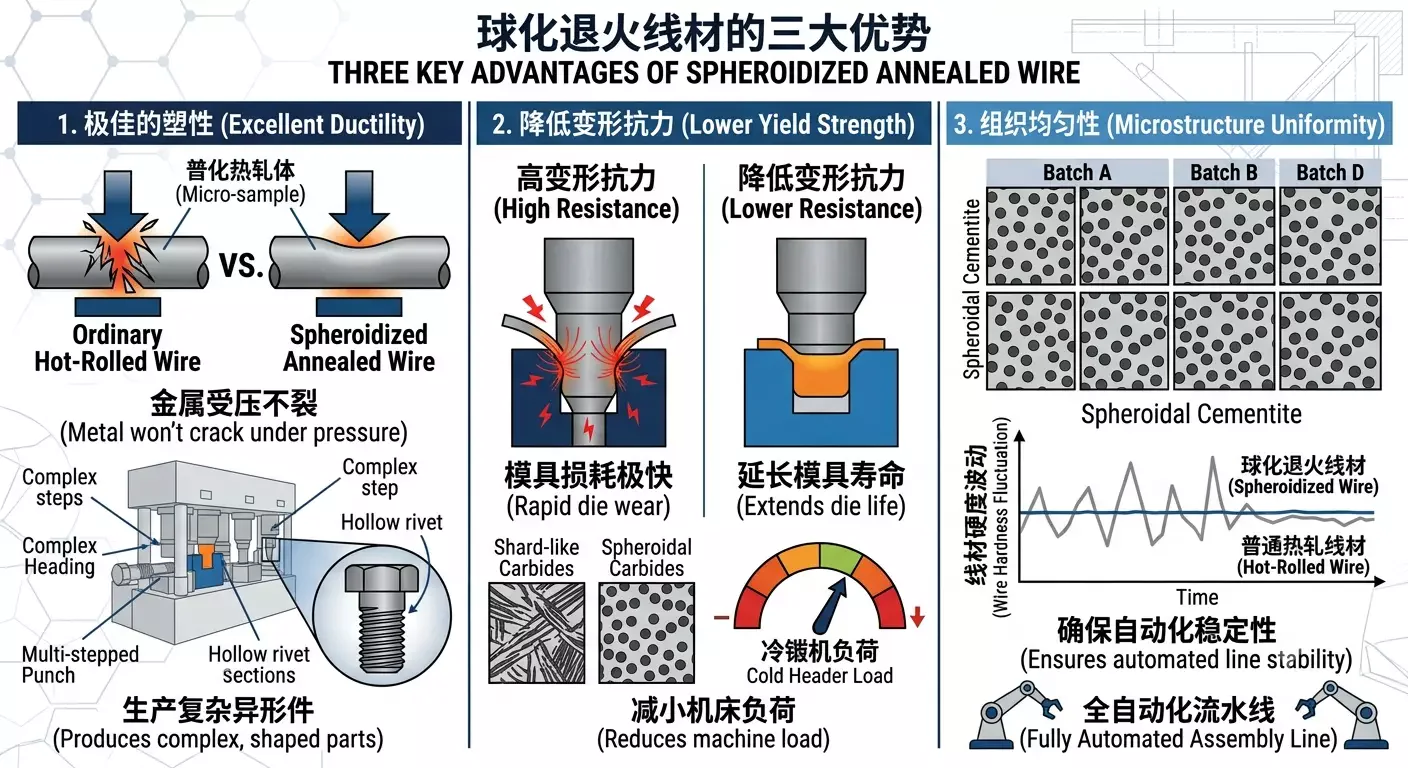
2. Mengapakah pembentukan sejuk mesti menggunakan dawai keluli pembentukan sejuk?
3. Proses teknologi pengeluaran
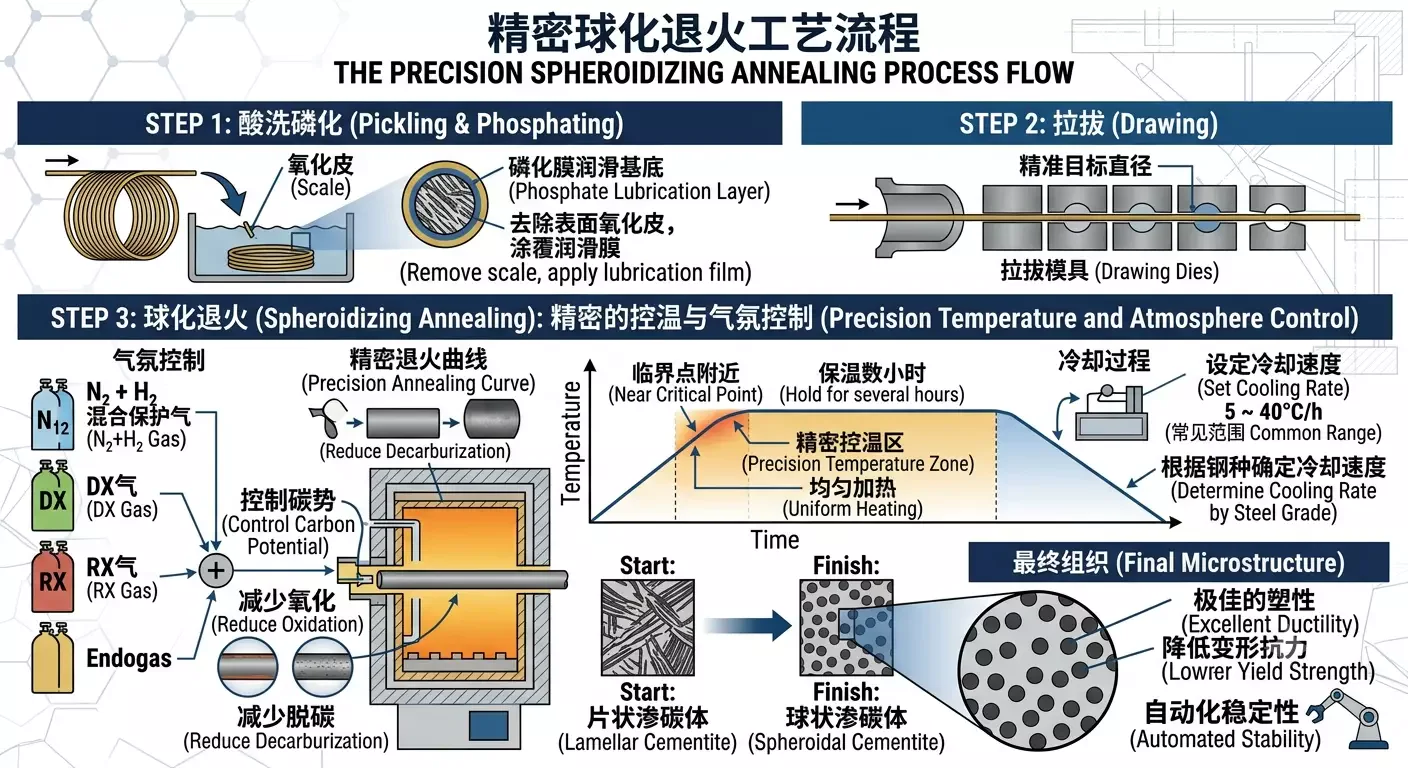
Proses biasa bagi dawai keluli pembentukan sejuk hendaklah ditentukan berdasarkan tahap produk dan kehendak pelanggan.

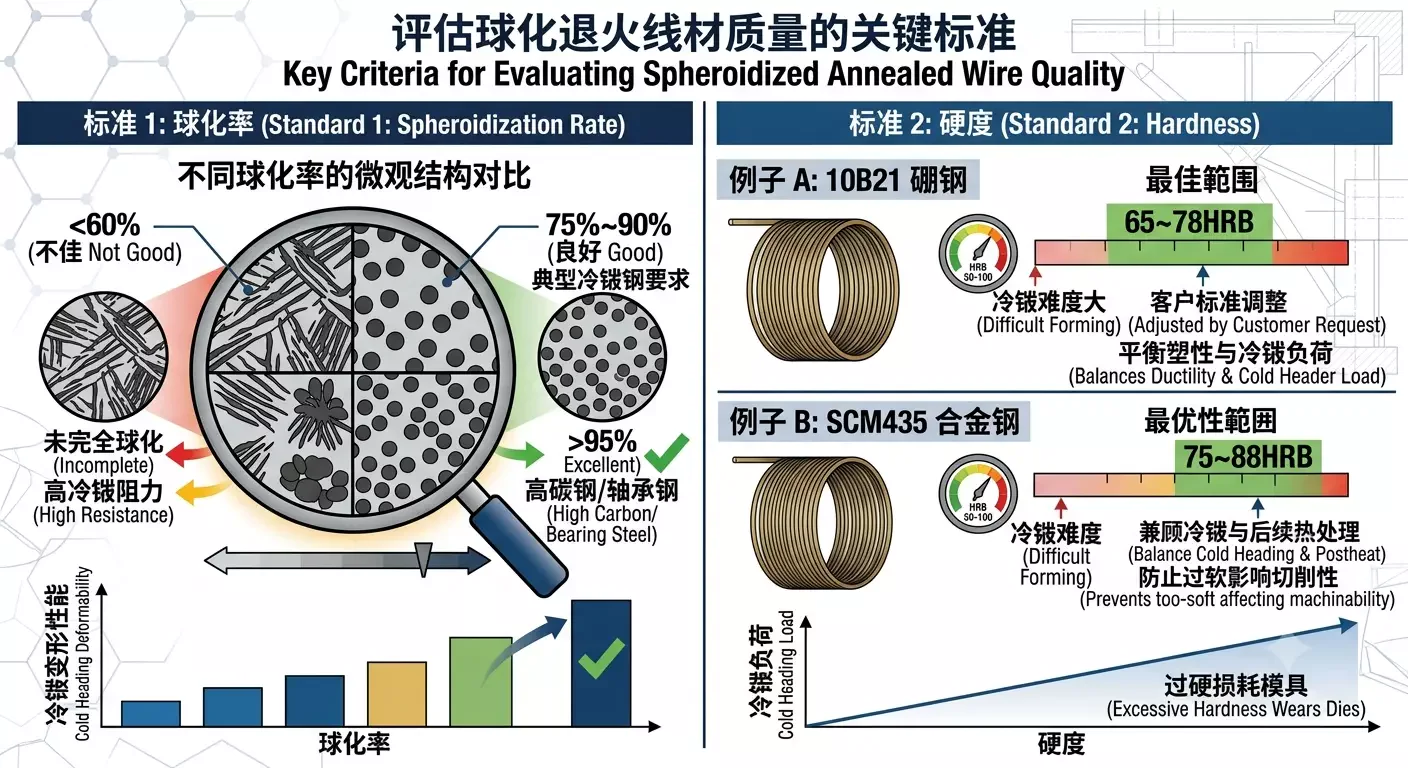
4. Piawaian penilaian kualiti