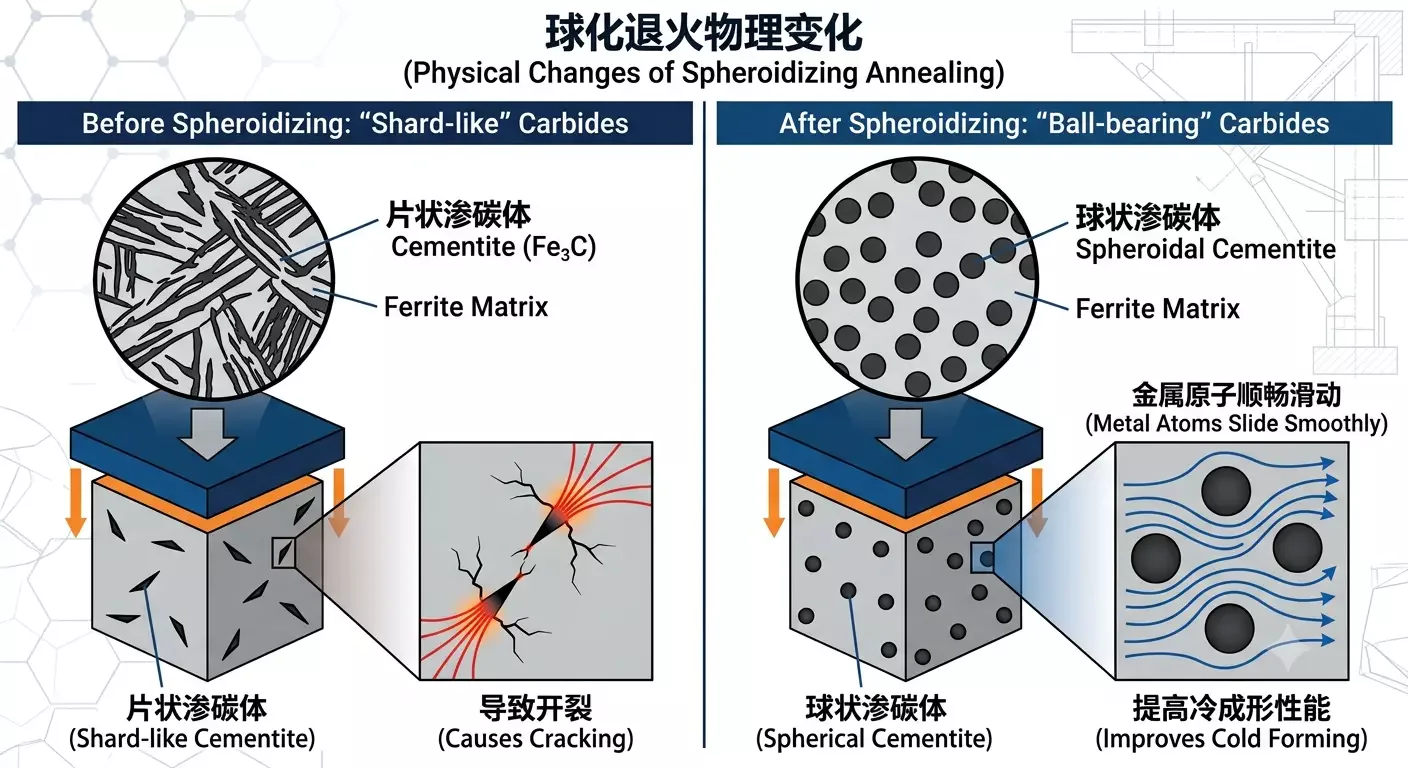
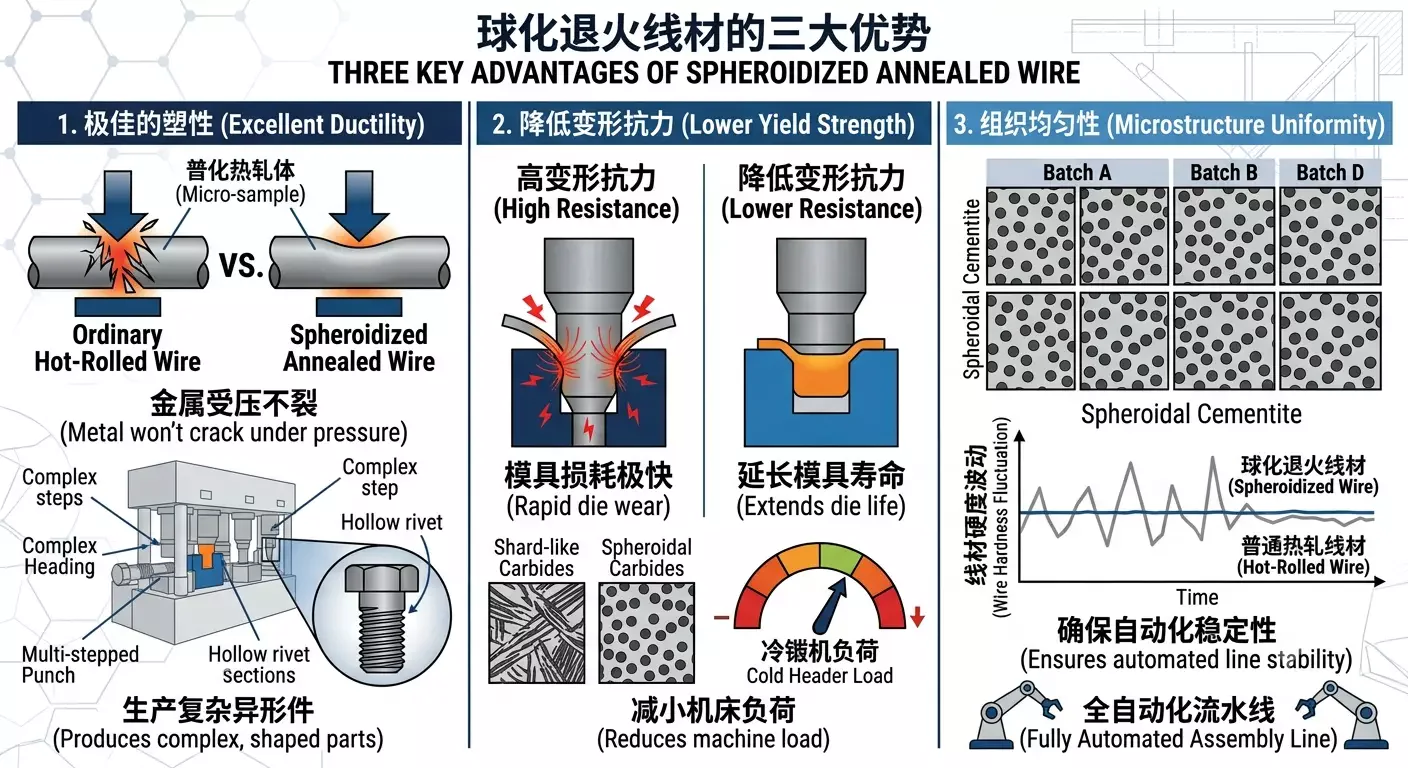
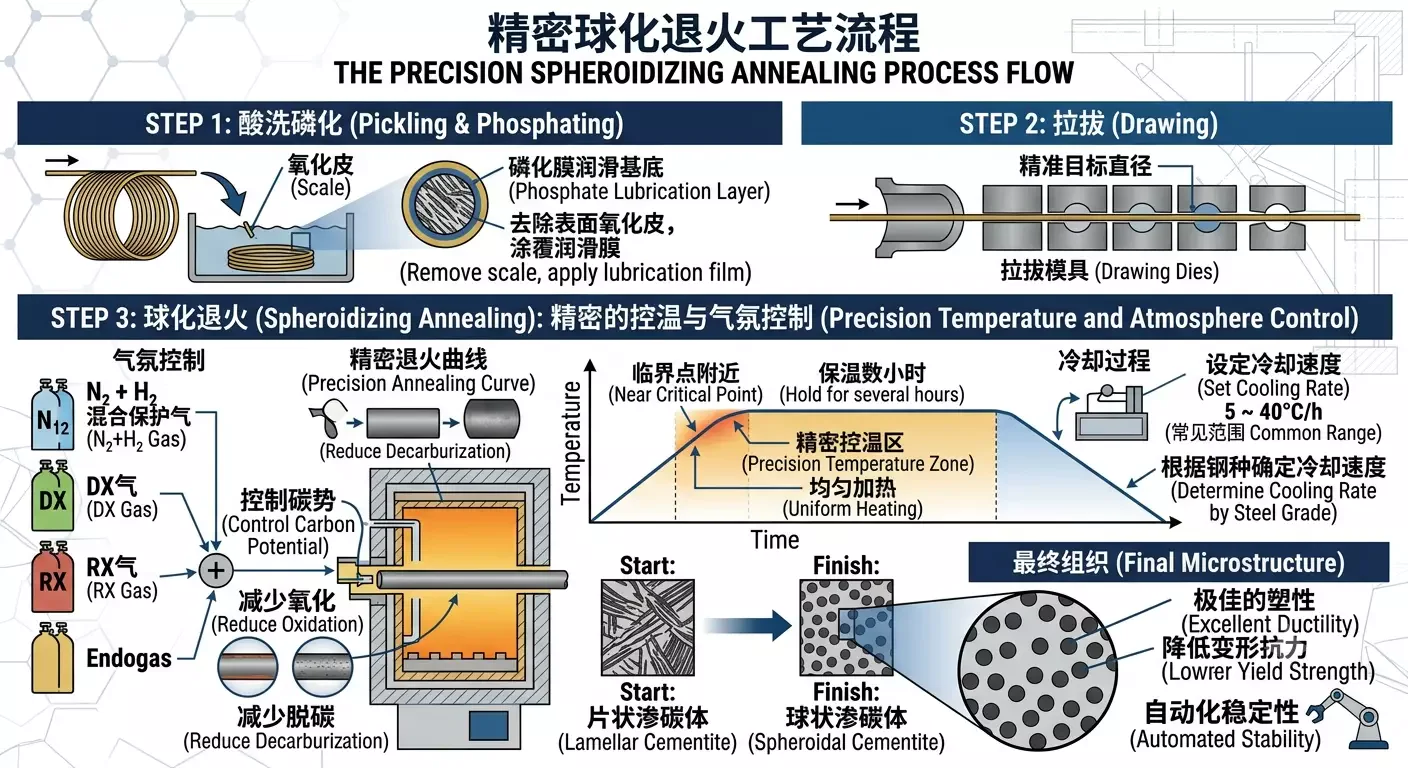
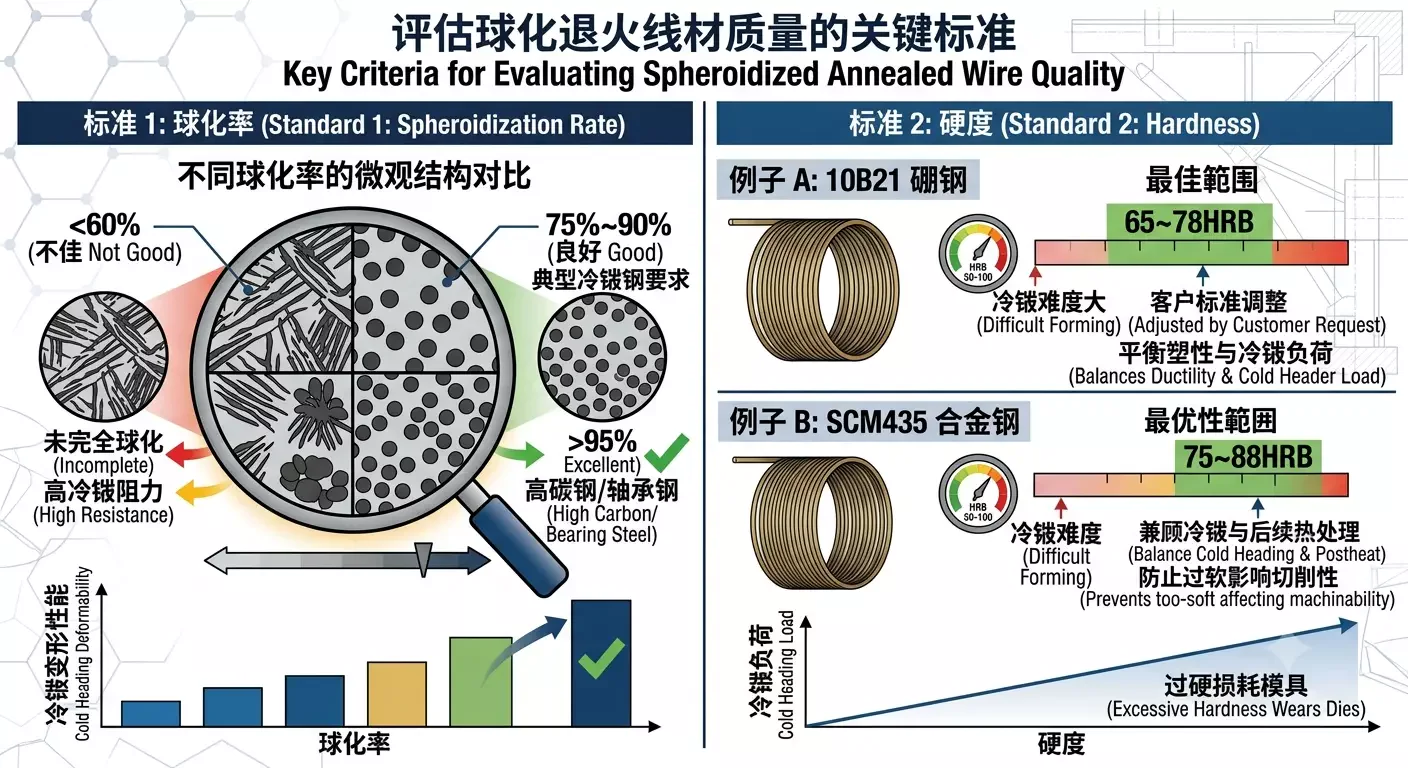
1. 定義と中核原理球状化焼なまし(Spheroidizing Annealing)は熱処理工程の—つで、中炭素鋼、高炭素鋼、ボロン鋼、合金鋼、および一部の冷間成形性に高い要求がある低炭素鋼に主として用いられます。目的は、鋼材内部に元来「層状」または「網状」に存在するセメンタイト(Fe₃C)を、長時間加熱と緩慢冷却によって、分散した球状粒子へと変化させることです。 物理的変化: 片状セメンタイトは砕けたガラスのように母材を傷つけ、割れの原因になりやすいのに対し、球状セメンタイトは軸受のボールのように、圧縮時でも金属原子がその周囲を滑らかに移動できます。2. なぜ冷間圧造には球状化線材が必要なのか?通常の盤条(熱間圧延状態)は硬くて脆く、直接冷間圧造すると金型の摩耗が非常に速く、部品が破裂することさえあります。球状化焼なまし線材には、以下の3つの大きな利点があります。 ・優れた延性 (Excellent Ductility): 金属が大きな圧力を受けた際に、微細割れを生じずに大きく変形できます。これは中空リベットや段付きボルトなどの複雑な異形品の生産にとって極めて重要です。 ・変形抵抗の低減 (Lower Yield Strength): 冷間圧造機と金型への負荷を低減し、高価な金型の寿命を大きく延ばします。 ・組織の均一性 (組織構造 Uniformity): 各ロットの線材硬さのばらつきを極めて小さくし、全自動ライン生産の安定性を確保します。3. 生産工程フロー球状化焼なましは単なる「焼き入れ」ではなく、極めて精密な温度制御工程です。 1. 酸洗・リン酸塩処理 (Pickling & Phosphating): 表面酸化スケールを除去し、潤滑基材となるリン酸塩皮膜を付与します。 2. 伸線 (Drawing): 線材を所定の目標径まで細くします。 球状化焼なまし (Spheroidizing Annealing): 保護雰囲気炉(通常はN₂+H₂混合保護ガス、DXガス、RXガス、またはEndogas保護雰囲気を使用し、炭素ポテンシャルを制御して酸化と脱炭を低減)内で、臨界点付近まで加熱し、数時間保持した後、一定速度で冷却します。冷却速度は鋼種と目標組織に応じて決定し、一般的には約5~40℃/hの範囲です。冷間圧造用線材の一般的な工程は、製品グレードと顧客要求に応じて決定します。RA:PC-RA SA:PC-SA RAIP:PC-RA-PC-D (S)AIP:PC-SA-PC-D SAF:PC-D-SA-PC SAIP:PC-D-SA-PC-D PASAF:PC-LA-PC-D-SA-PC PASAIP:PC-LA-PC-D-SA-PC-D PSASAIP:PC-SA-PC-D-SA-PC-D 内訳: PC = 酸洗・リン酸塩処理 LA = 低温焼なまし RA = 普通焼なまし SA = 球状化焼なまし D = 伸線 HD = 直引き AIP = 工程焼なまし4. 品質評価基準球状化焼なまし線材の良否を判断する基準は、通常2つあります。 球状化率 (Spheroidization Rate): 要求値は鋼種および最終用途に応じて決定します。一般的な冷間圧造用鋼では約60%~90%を要求し、高炭素鋼や軸受鋼では通常、より高い球状組織が求められます。 硬さ (Hardness): 例えば、10B21 は球状化後の硬さを通常 65~78HRB の範囲で管理し、具体値は冷間圧造難易度と顧客要求に応じて調整します。SCM435 は球状化後の硬さを通常 75~88HRB の範囲で管理し、冷間圧造性と後工程の熱処理要求の両立を図ります。