1. Definition and Core Principles
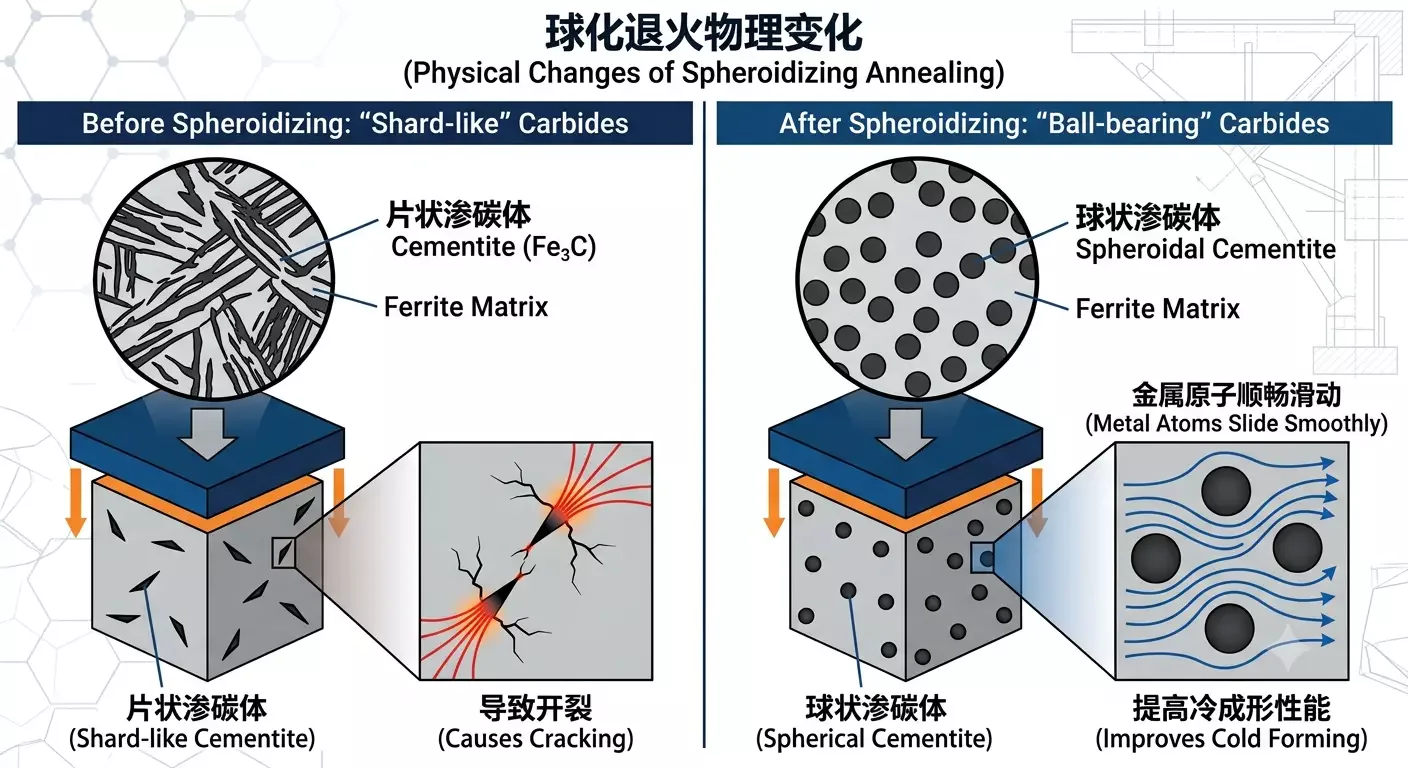
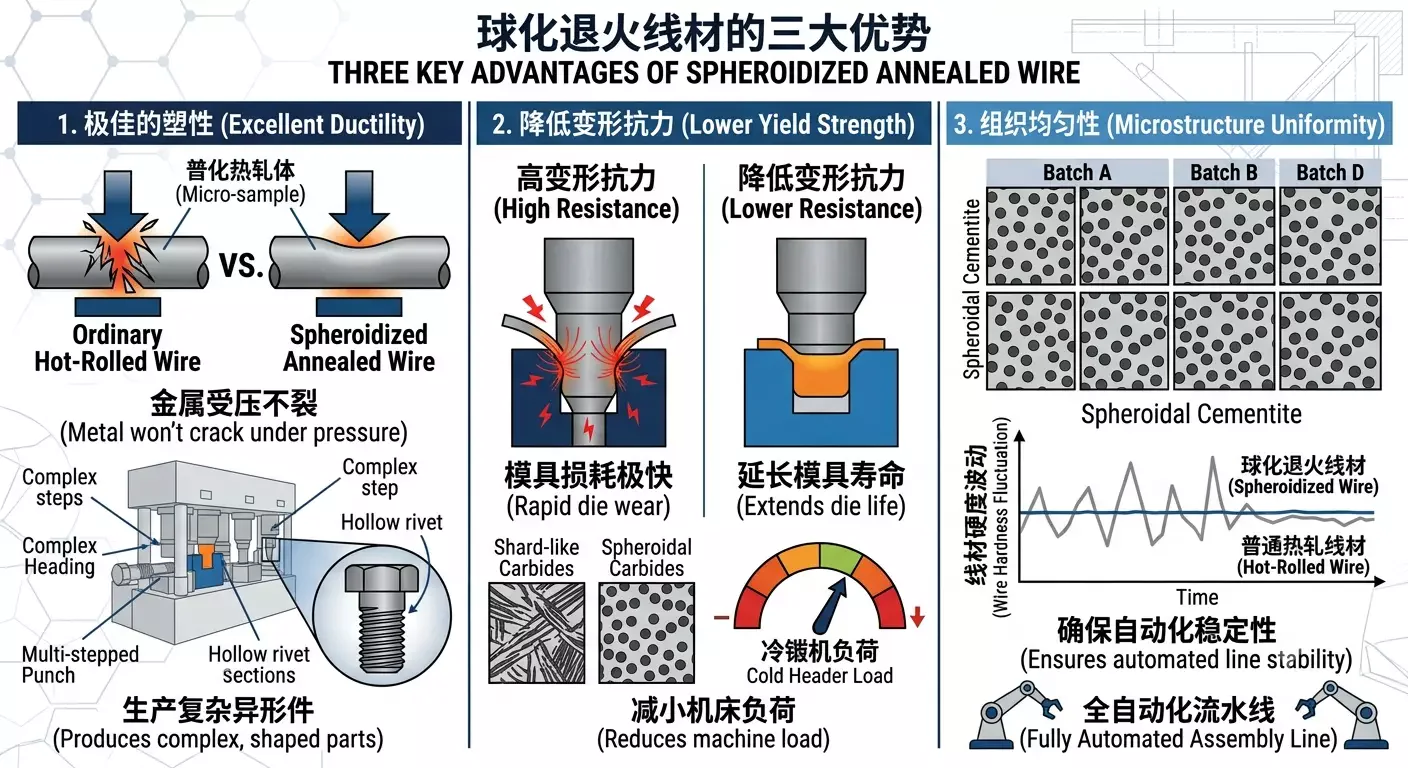
2. Why must cold heading use spheroidized wire?
3. Production Process Flow
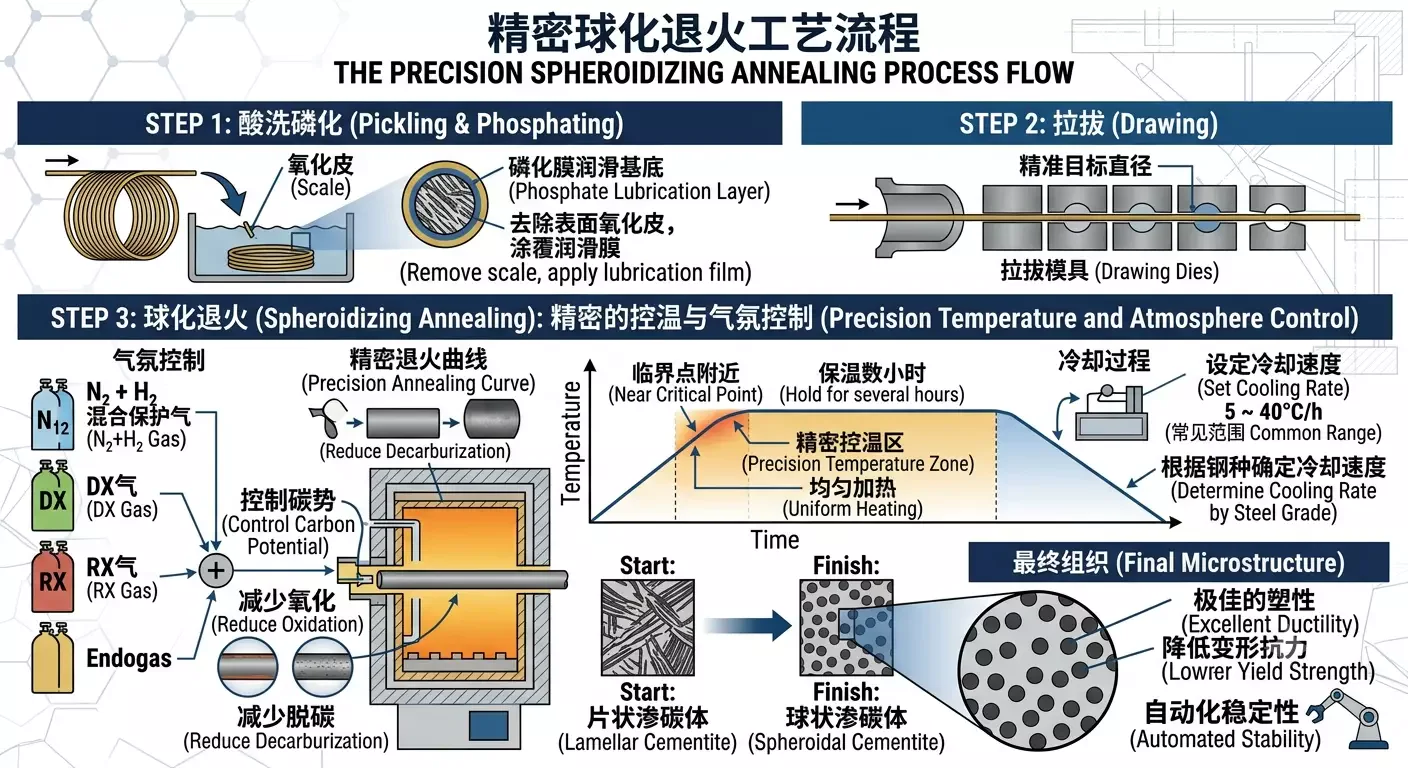
Common processing routes for cold heading wire should be determined based on product grade and customer requirements.

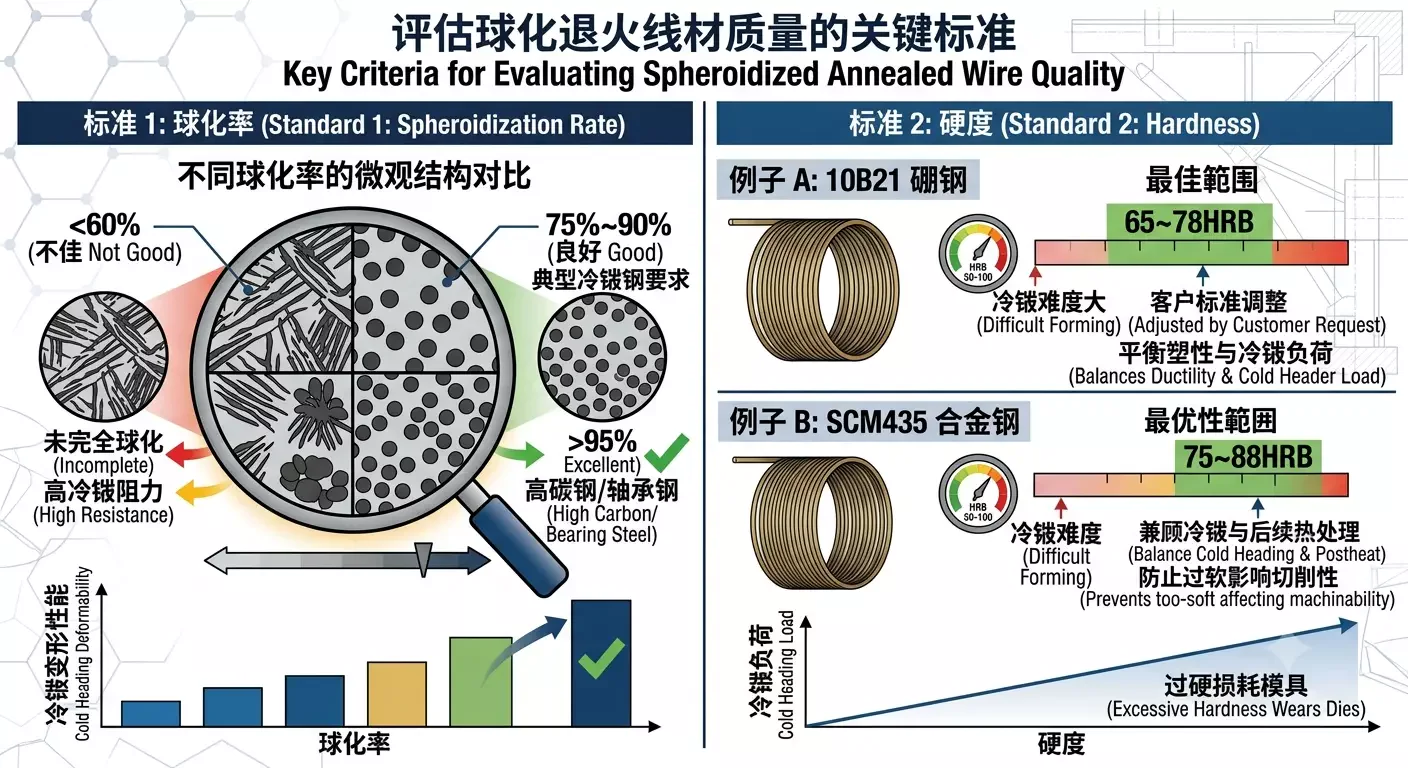
4. Quality Assessment Criteria