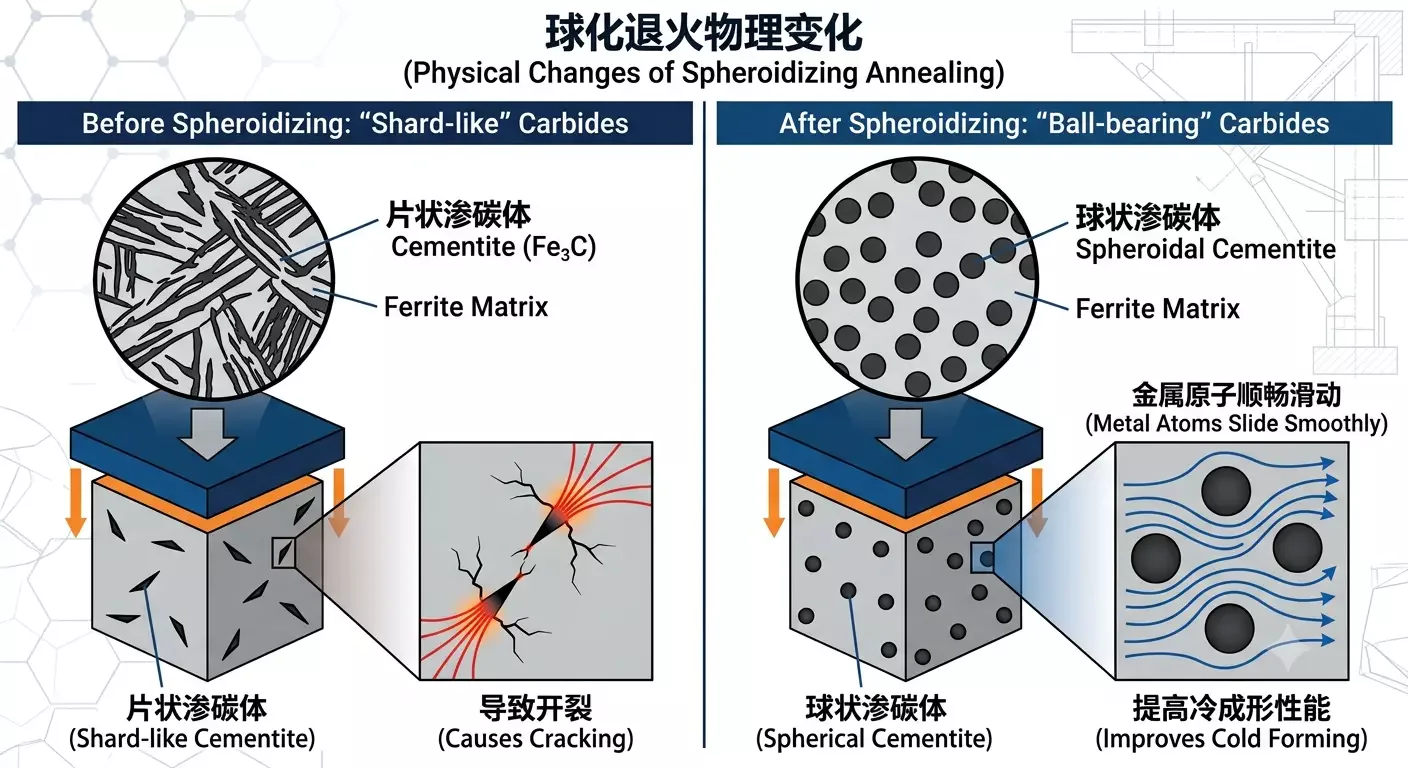
1. Definition og grundlæggende princip
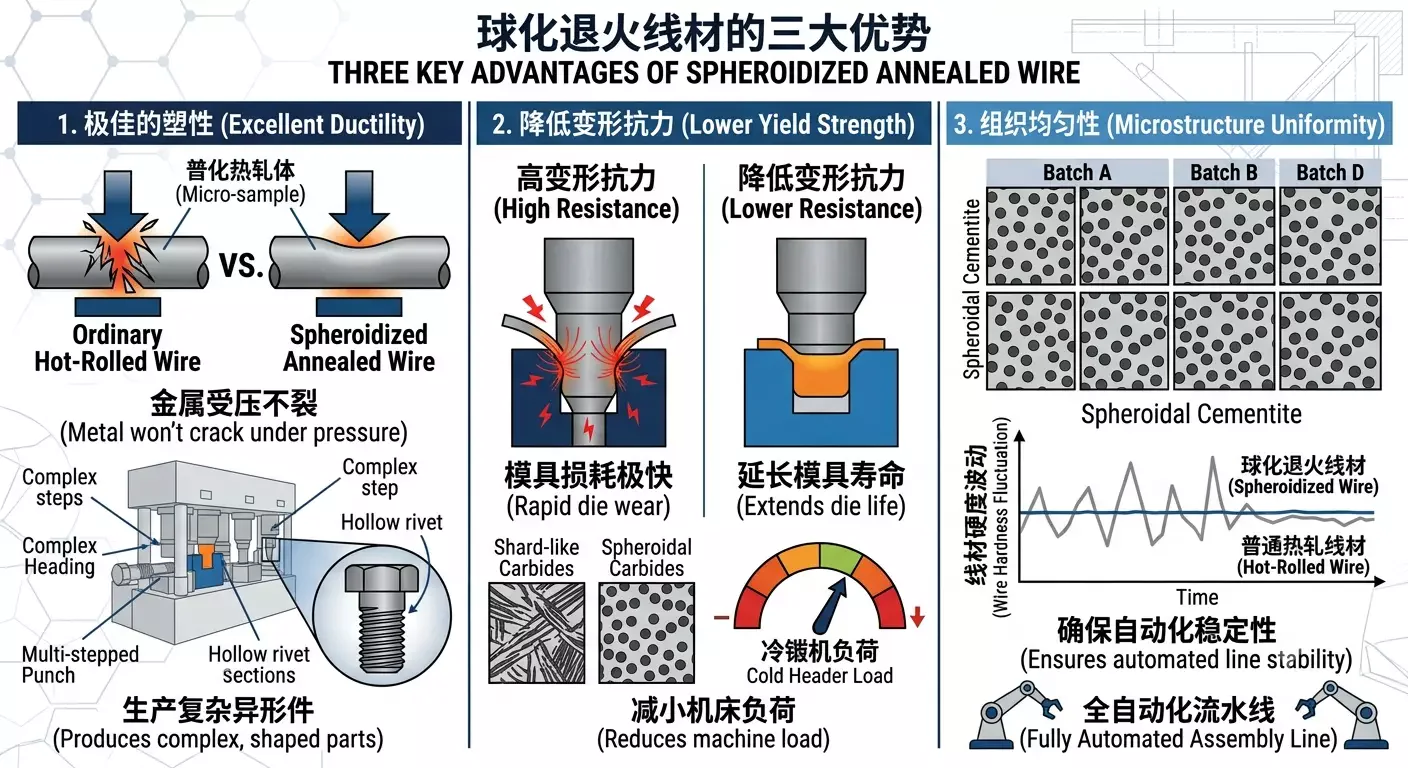
2. Hvorfor skal koldstukning nødvendigvis bruge sfæroidiseret tråd?
3. Produktionsprocessen
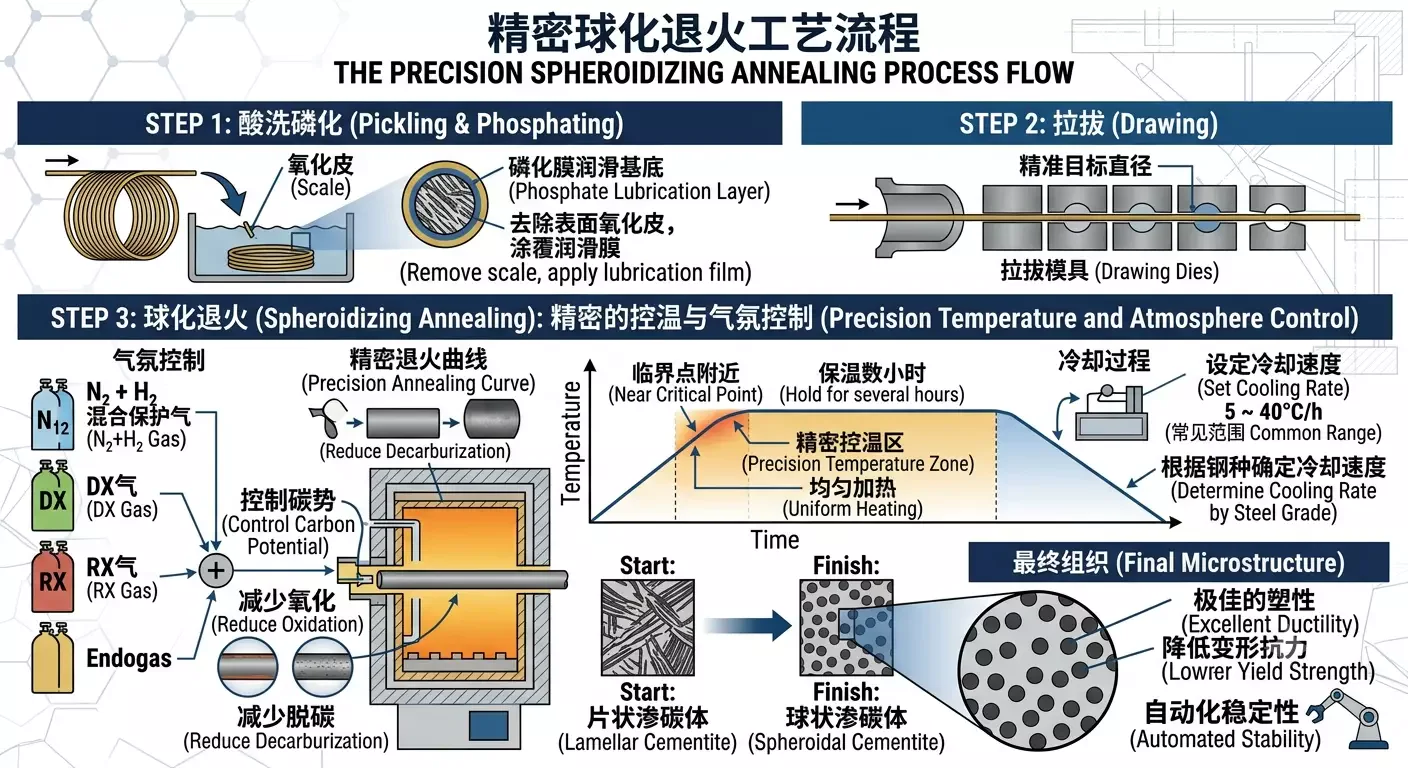
De almindelige fremstillingsprocesser for koldstukningsståltråd bør fastlægges ud fra produktklassen og kundekravene.

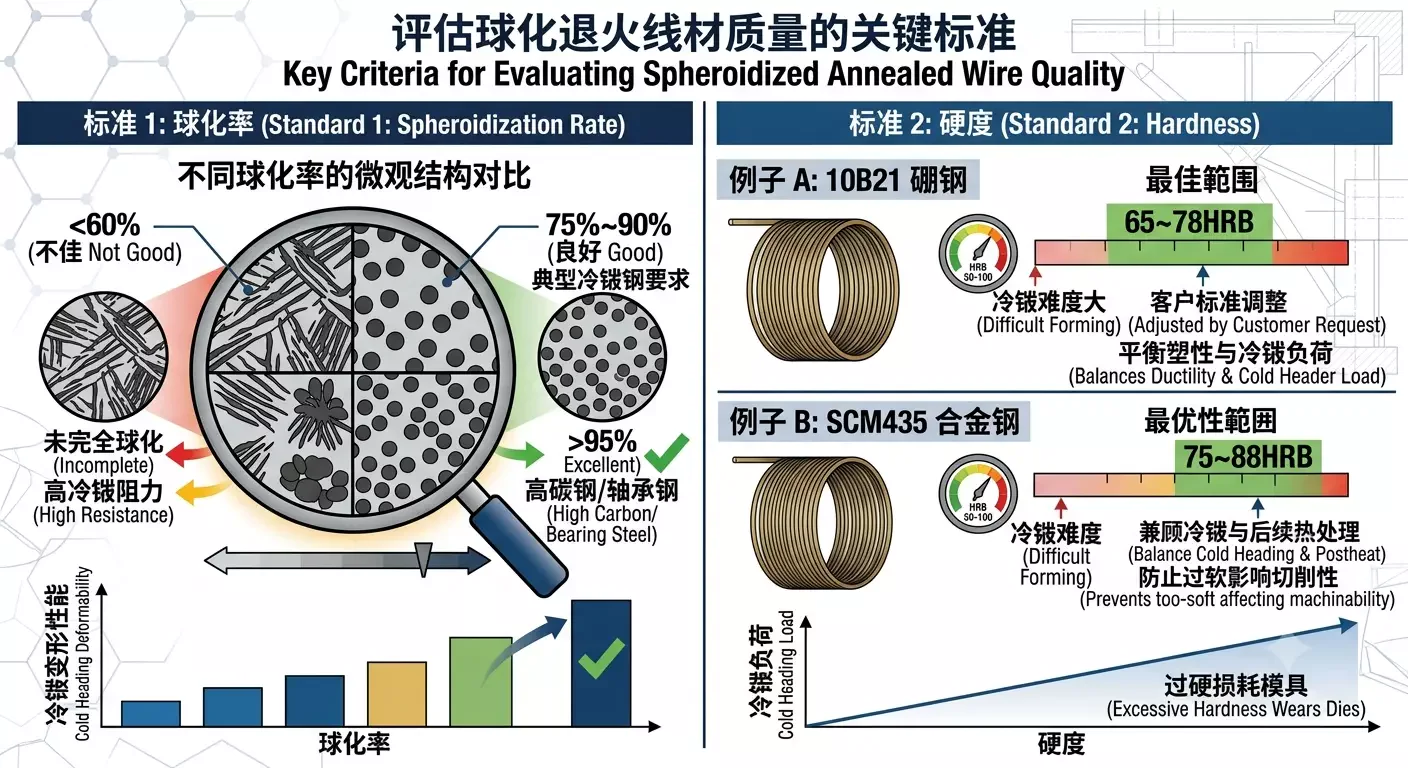
4. Kvalitetsvurderingskriterier